
HOME > Service
Service | Vacuum Brazing
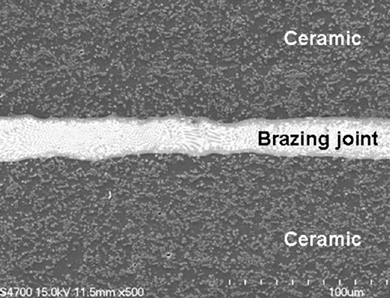
Metallographic diagram
Vacuum Brazing Assemble the workpieces to be joined, fill the joints with suitable solder, and heat them in a vacuum environment. After the temperature reaches the liquidus temperature of the solder (not reaching the melting point of the workpiece), the solder melts and fills the joints and generate with the workpiece Diffusion reaction, followed by cooling and solidification, to achieve the effort of joining the workpiece. Advantages: In a vacuum environment, high-quality finished product without surface oxidation can be obtained, and the deformation of the workpiece is very low. For heterogeneous materials cannot be joined by traditional welding (such as ceramic and melt joining) or difficult to join, can be joined in this way with high bonding strength. Dissimilar metal materials can withstand bending deformation without peeling after being precisely combined.
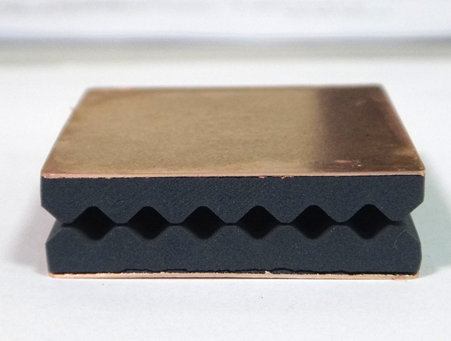
1.6MM pure copper sheet and 0.6MM SUS316 stainless steel sheet vacuum brazing

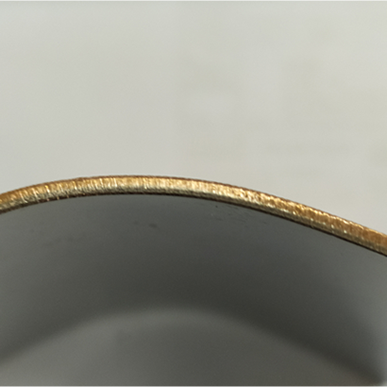
Combination of different materials
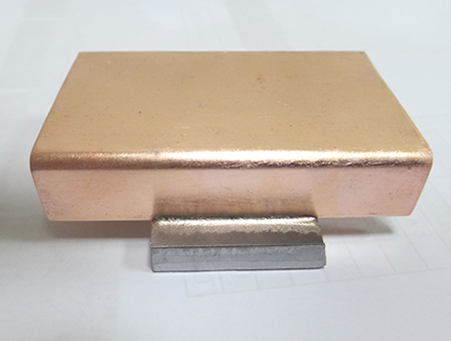
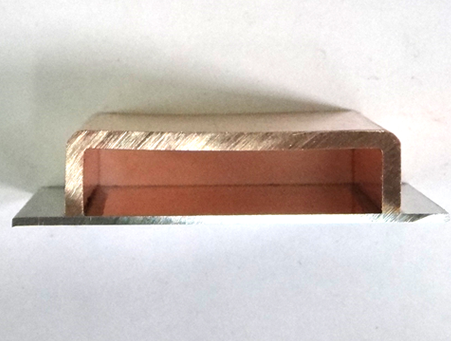
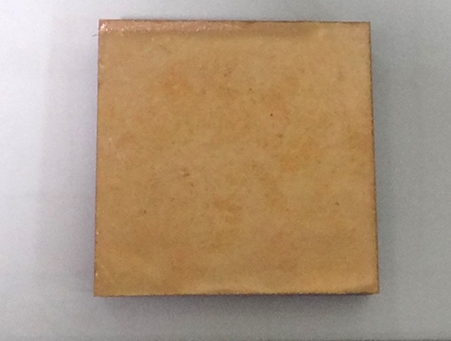
Vacuum bonding of pure copper and silicon heterogeneous materials
Heat-resistance superalloy components of the heat section of the gas turbine are combined by vacuum brazing.

Vacuum brazing superalloy combustor of heat section of the gas turbine.

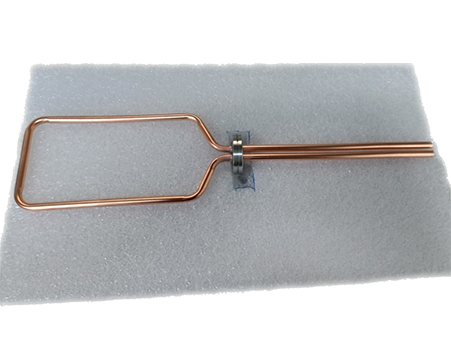
The pure copper water-cooled tube and SUS 304 flange vacuum brazing for high vacuum chamber.
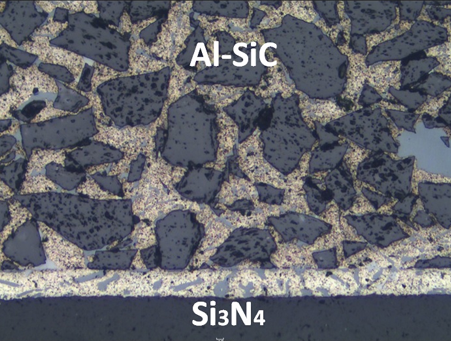
Vacuum brazing of Al-SiC composite material to Si3N4 substrate.
-
Service
Service Item
-
Service
Thermal Spray
-
Service
Hardfacing Welding
-
Service
Machining
-
Service
Vacuum Brazing
-
Service
Anti-stick coating
- 1
- 2